by B.B. Pelletier
Hammer-forging, also called rotary forging today, is the high-rate production way to make a rifle barrel. The process takes three to four minutes, start to finish.
The hammer-forging process itself is actually close to two centuries old. It was used by gunsmiths in Appalachia, who hand-hammered steel barrel blanks around mandrels to make barrels for the famous Tennessee Poor Boy rifles of the 19th century. They used a special “gun anvil” that had a special hammer fitted to it. The barrel blank was placed between the hammer and anvil. The special hammer was struck by a conventional hammer to form the steel.
Cold formed
A modern hammer-forged barrel is formed by beating on a steel tube with multiple hammers until the steel forms itself around a tungsten carbide mandrel. Believe it or not, the correct alloy of cold steel will flow like toothpaste when the circumstances are right. The mandrel is engraved with a reverse of the rifling pattern. When the steel conforms to it, it takes on the exact pattern the maker desires. The hammers strike the steel tube about half-million times during the forming process, and they leave a pattern on the outside and inside of the barrel. Some companies remove this pattern, while others, like Mannlicher and Ruger, proudly show it off.
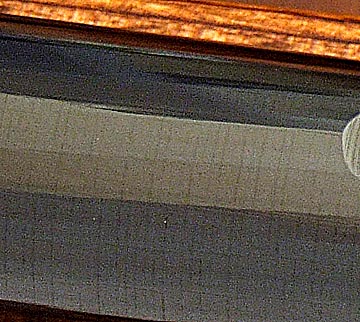
Ruger proudly displays the marks of hammer forging, seen in this enlargement of their 10/22 Target bull barrel as spiral flats running the length of the barrel. The marks running across the flats (top to bottom in this picture) are tiny grooves in the steel that opened up during the forming process. You can see these rough marks only under magnification and the right lighting.
The blank steel tube is fatter and about 30 percent shorter than the finished barrel will be. When the barrel is finished, a lot fewer operations need to be performed than with barrels rifled by other methods. The bore comes out glass-smooth and very hard from the hammering process. That hardness resists erosion from the heat of the combustion gasses of a firearm cartridge, thus prolonging the life of the barrel.
On the negative side, hammer-forging introduces stress points that must be relieved or the barrel will warp when it heats up. So, target shooters don’t pick hammer-forged barrels. It isn’t as critical for rimfires as it is for centerfire cartridges, so Ruger gets away with hammer-forging its 10/22 Target barrel. The only way a centerire rifle can get away with one is to have a lot of stress relief after the barrel is made.
Of course, airguns produce no heat to speak of when they fire; so, the barrel stress points are not critical, and target air rifles and air pistols are a possibility. We know that IZH makes hammer-forged barrels, and there are probably other companies who do as well.
Why doesn’t everyone do it?
A new hammer-forging machine costs $750,000 or more, making it a large capital investment. When a button-rifling setup costs $50,000, or so, it’s hard to justify the more expensive process unless the demand for barrels is very high, as each barrel has to carry an amortized share of the machine’s cost. Only companies making thousands of barrels per month can afford to do it this way.
There is no particular advantage to a hammer-forged barrel on an airgun, nor is there any disadvantage. If a maker can afford a machine, it can pump out a lot of barrels, but there has to be a market for them.

thanx for the final post iv been waiting. three questions
1. does anyone make a magnified red dot sight?
2. what is a good innexpencive red dot sight?
3. what does the term magnum mean?
what do you think about a B-4-2 (or B4-2)?
Bryan,
The B4-2 is a very cheap Chinese rifle. Don’t expect much peformance from it.
B.B.
even after a tune up a refinished stock and a goot cleaning?
There are a few magnified red dots, but they aren’t common.
The Leapers Quick Aim Electronic Dot Sight is a good one.
The term magnum has been adapted to advertising and has lost all meaning when applied to products.
In the 1970s, a magnum air rifle shot at least 800 f.p.s. Today, with rifles like the Condor capable of over 1,400 f.p.s. the term magnum has no meaning, other than an advertising term that attempts to convey the sense of great power.
B.B.
what is Diablo?
Diablo means devil in Spanish. Diabolo, which I think you means, is a wasp-waisted juggler’s top that resembles a pellet.
Go here and you can read about it.
/blog/2006/10/pellet-types/
B.B.
Bryan,
This comes up all the time. Cleaning up a cheap Chinese airgun is like putting lipstick on a pig.
Instead of turning to Chinese guns, why not look for used airguns? They are often priced just as low and if you search you can find some real bargains.
B.B.
your right its diabolo! but there is this:
/product/daisy-match-grade-avanti-diablo-match-177-cal-8-18-grains-wadcutter?p=406
its not a typo becuase the picture says “Diablo” on the package.
oo I have another question what makes the “RWS-R-10 Match pellet (heavy)” so expensive?
Diabolo,
I have a theory about that. Whenever I see diablo instead of diabolo I imagine that whoever is in charge of product packaging just doesn’t know better. But that’s not always the case.
Some British pellet makers think it’s funny to name their pellets diablo, making them a diablo diabolo. I guess that seems funny. It makes my job a lot harder, just like when the Benjamin Air Rifle Co. put “Benjamin Franklin” on the side of some of their guns in the 1940s and ’50s.
With the poor English being taught in U.S. schools today, new shooters don’t realize that words in quotes don’t mean what they imply. It used to be a written way of smiling and winking; now it just confuses.
B.B.
B.B. (Unrelated to the current topic). Is it alright to leave bulk-filled CO2 guns, e.g.,Tau, Drulov, and Alfa Proj charged when not in use? Perhaps over the blogs and reviews this has been covered but please give me your views. Thanks, —————Don
R-10 pellets,
Those expensive pellets are hand-packaged in plastic trays. Lots of labor.
B.B.
Don,
I own a Czech target pistol that has been charged continuously for 9 years. Yes, it is okay.
B.B.
few more questions
1. do cleaning pellets work well if nececary at all
2. is the
Leapers 40mm Red Dot with Integral Weaver Rail
a good red dot.
I was looking at Dnrws.com and under guns > New for 2002 “Model 514” is a IZH-61
RWS makes IZH-61?
Bryan,
No. IZH makes it. RWS just put their name on it years ago.
B.B.
Few questions,
1. No. They are unnecessary.
2. Yes. Everything Leapers makes is good quality.
B.B.
my barrel carries those same marks, though im sure its machined judging by teh breech block. what types of rifling does hammer forging accomodate?
dm20,
Hammer forging does accomodate traditional lands and grooves. Beyond that I don;t know.
Why not do a Google search?
B.B.
Off topic, and a pretty dumb question, I just bought a Gamo 890. Is it ok if I pull the trigger without cocking it first to help break it in?
BB, I know what you’re saying about the Chinese B4-2, but I think it might be a bit better than that.
I’ve had a couple, and I’d suggest that these underlever rifles are definitely a couple of notches above the cheap B1 and B2 model breakbarrels that are frequently sold at similar prices. The design of the gun is much more solid, the machining and metal finish is superior, and the trigger design is infinitely better. All in all, these rifles are pretty robust. In comparison, the B1 and B2 breakbarrels are absolute garbage.
The B4-2 can be a very enjoyable and reliable plinker. No, it isn’t even as refined as a Crosman Quest – but at $30, the price of a medium-grade plastic airsoft pistol, it is a surprizingly usable rifle. Plus, at a little over 6 lbs, it gets the arms used to hefting something with some weight to it…
vince south summit ran out of B4-2 and I changed my order to the B3-1 do you by any chance know what scope mount size to use?
BB…I was told that pellets used in field target, shot from PCP guns should be lubed…Is this true? If so, how and why do they do this…Thanks
JP,
Yes, it does no harm to pull the trigger when the gun isn’t cocked.
B.B.
Vince,
Okay, I will reserve judgement. But I was once snookered with the same words about the TS45, which turned out to be a piece of junk.
However, the Chinese guns are getting better in general, so I suppose the cheap ones could be, too.
B.B.
Tom,
There is nothing wrong with lubing pellets in a PCP. I do it whenever I’m shooting Crosman Premiers above 850 f.p.s.
Please read this post:
/blog/2006/04/can-you-keep-a-clean-barrel-with-crosman-premier-pellets/
B.B.
Tom,
I forgot to address the “why do they lube?” question.
PCPs do not oil their barrels naturally like spring guns do. Pure lead pellets have lubricity, but beyond 900 f.p.s. they start coming apart in the bore. Oiling prevents this.
B.B.
Yeah, I just found out that South Summit doesn’t list the B4-2 anymore. The B3 is similar – but I don’t know if it’s as good.
The poor quality B1 and B2 breakbarrels seem to come out of the Shanghai airgun factory, as do the B3, the B4-1 (TF41) and I believe the old TS45. So does the Beeman SS1000, TF97/QB36 and the TF99/QB36-2 that BB just tested. Supposedly the QB78 also is made at this factory.
The B4-2 seems to come from a different source, one that is shared with the B19/Crosman Quest, the B3/B7 sidelevers, B20/B26, the B21/B30 and the B40/B50.
QC from both can be spotty, but in my experience guns from the second group are generally made and finished better, and oinkers are less common.
Some maintain that the same factory makes all the above models, but I don’t think that’s true.
Vince you by any chance know what scope mounts to use on the B3?
The scope mounting groves on a B3 should be between 3/8″ and 11mm apart, so standard airgun or .22 rimfire mounts oughta work.
thanks!