by Tom Gaylord
Writing as B.B. Pelletier
This report covers:
- Are old airgun parts really that simple to make?
- It’s a simple plastic part
- The question
- Are old airgun parts really that simple to make?
- It’s a simple plastic part
- A fork in the road
- Hold on!
- Okay — stop!
- But I only want to buy ONE!!!
- The connection
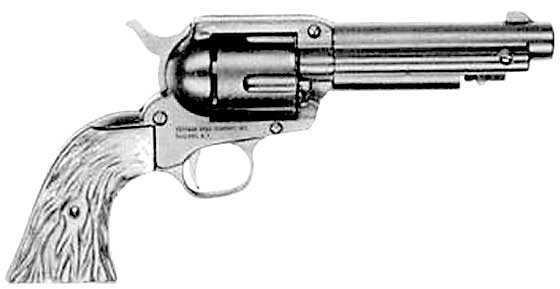
We had a comment last Thursday that I had to turn into a blog report. A new reader named Don was asking about replacement grips for a Crosman Single Action 6 (SA-6) — a .22-caliber pellet revolver made from 1959-69.

The Crosman SA-6 is a single action pellet revolver that resembles the Colt SAA.
Here is his question.
The question
“I have a Crossman “single Six” .22 cal. circa 1959? and it needs replacement grips. I was wondering if Ruger or Colt SA grips would fit? Going to use it for re-enacting and the plastic grips don’t cut it. Thanks folks, Glad I found your sight. Don”
I told him that the SA-6 grip frame is one-piece, which means the one-piece wood grips found on a Colt single action cannot possibly be mounted. But more than that, the SA-6 grip frame is entirely different at its mating surfaces than the Colt. The Colt is simple, with just a pin to locate and hold the grips in place, along with the screw through the center. The SA-6 grip frame is really quite similar to the Colt grip except it has a solid center, where the Colt grip frame is made in 2 pieces and is open. The shape and size of the Crosman grips is not identical to the Colt grips, but it is close enough that a pair of 2-piece Colt grip panels should fit with some work. I told this to Don.
He got back to me with this comment.
“Well, Crossman doesn’t carry “old parts” according to the women I talked to……….. she did give me a guy in Penn. (Marty Levan – 717 507 2630) unfortunately he didn’t have them either, but he gave me another guy in another state, (Dennis Baker 937 660 9152) so I’ll try him when I get a chance. If all else fails, I try and make some…..how hard can it be???? Ha! (after all they are just slab sides like a 1911 colt)
Thanks again for your reply.
Don
Are old airgun parts really that simple to make?
Don’s question started me thinking about a lot of things. The grips he wants are actually one of the easiest parts to recreate, and several people have done so over the years. But what about those parts that aren’t so simple? They begin with vintage sights and devolve into proprietary valve parts and seals. You hope the parts you need are off-the-shelf items that anyone can buy, and those things do exist. When that’s all you need, you’re in luck. But when the part is a proprietary item that was specially made for a particular airgun, you are in trouble.
It’s a simple plastic part
You need a valve seat for a vintage air pistol. It doesn’t look like much when you hold it in your hand, but what does it take to get one made? Most people look at the part and imagine that it will take a skilled craftsman about 30 minutes to set up the job and make the part. Even if they aren’t getting the brother-in-law deal, they think the man making the part earns about $35 and hour, so the part should cost them $17. Let’s see about that.
The company that employs the craftsman who will make the part does pay him $35 for every hour he puts on his timecard, but he actually costs them a lot more than that. With retirement contributions, vacation, sick leave, unemployment contributions and government-mandated healthcare, that person actually costs the company about $59 an hour. But wait — there’s more. They have to put a roof over his head, and that’s called overhead (ha-ha). And the CNC machining center he works at cost them $193,000, which they amortize on every job he does.
A fork in the road
Now, this is where it starts to get tricky. If they used a 3D scanner to determine the initial dimensions of the part, that hardware/software suite that they use costs another $63,000 and also gets amortized into the production cost, plus someone has to pay for the time it took to take the initial scanned dimensions of the worn-out part and massage them into the dimensions of a new part. Too bad you weren’t able to give him a dimensioned drawing when you brought the part in, but that’s life.
And of course the company making the part for you isn’t in business as a charity. They have to make a profit, too. So your “simple” part will cost you $121.50 and you’re getting a deal. they will be able to work it into their schedule sometime within the next 6 weeks.
Hold on!
Okay, you went to the wrong place. You should have gone to this other place called Bob’s Job Shop that doesn’t have all that fancy-schmancy equipment. The craftsman works on a conventional 12-inch Atlas lathe that you remember from metal shop. And he doesn’t make $35 and hour. He gets $18.50 an hour, and Bob’s has him working just enough hours to keep his benefits package real low. They still have to put a roof over his head, but nobody said it had to shed water when it rains! These guys can do the job for $47.75, which sounds like a bargain compared to what the first place wanted. Just be careful they don’t rush the job so much that the sealing surfaces of the valve seat aren’t smooth enough to seal!
Okay — stop!
Come on, B.B., we are talking about a simple plastic part here! It shouldn’t have to cost that much! It’s not being made to aerospace specs. Don’t I have a right to get a part that works? Why can’t I get this part for $1.25, which still looks like too much money, but is one heck of a lot better than what you have been telling me.
Oh — you want to pay $1.25 for the part! Why didn’t you say so? To do that the part has to be made with little or no human intervention. In other words — no time on the clock. That’s possible if the part is made by a volume process like injection molding. In fact, one part will only cost you $0.42, but you have to buy 20,000 for that price. If you buy just 5,000 they will be $1.63 apiece. And the mold that you will have to have made will run around $12,000, give or take. But once you have it you can make hundreds of thousands and not spend another cent, other than the per-item cost.
But there is another way. If you only want 5,000 we can get them for $0.91 apiece from a CNC shop. There will be a $900 setup charge, after your dimensioned drawings have been entered into their CAD system and debugged. But hey, the next time you want to buy another 5,000 we will only charge you a $350 setup charge. That’s cheap!
But I only want to buy ONE!!!
Okay, gotcha. The good news for you is that Rick Willnecker, a guy in Pennsylvania who owns a large repair center, has already done all the up-front investing. He has had dozens of important vintage Crosman parts remanufactured — and bought the requisite numbers of them to get the prices down to something reasonable. The part you want is one he had made up ten years ago. It was cheap. He was able to buy 5,000 for $0.67 each, after he paid the $900 setup fee. Over the past 10 years he has sold 734 of these parts to repair stations and private individuals like you at $3.50 apiece. That’s $2,569 he has made, and it only cost him $4,240 to make it. Hey — he should run for a government office, right?
This is one of his slower-selling parts, of the 46 vintage Crosman parts he has in inventory. The year 2023 should be a good one, because that’s when he expects to turn his first profit on this part. You can get better odds from the Powerball lottery!
Are you upset because Rick charges $3.50 for something that costs him 67 cents? Do the math and see what the real cost is.
Yes, there are hidden costs for those vintage airgun parts. If someone invents a time machine, they could go back and buy them from Crosman when they were selling for just 30 cents each. Of course at that time Crosman would demand to be paid in silver certificates that will only cost you…
The connection
The one bit of truth in today’s report is that Rick Willnecker of Precision Pellet really does have a supply of vintage Crosman and Benjamin parts that he has had remanufactured. He is the source of many key parts for the repair stations.


This is to Don, the new guy.
Welcome to our addiction…
It only gets worse the longer you are here.
But we love every minute of it!
Please keep us posted on the quest of the wood grips.
Thanks for the lesson as to why those boutique shops charge as much as they do. Looking at the craftsmanship that comes out of the shop which is truly world class using imported parts such as Lothar Walther barrels, Marauder magazines and either Hatsan air tubes or Catalina air tanks makes their asking price a lot more justifiable.
In the section Hold On! at the sixth sentence, “They still have to put a rook over his head, but nobody said it had to shed water when it rains!” you probably meant, “They still have to put a roof over his head, but nobody said it had to shed water when it rains!”
Siraniko,
Got it. Thanks,
B.B.
Good article. I just went through all of this when I was trying to find someone to make a weight to replace the baffles in the M-rod. Then pondered it again when looking to make the M-rod into an arrow shooter. Given the machining at the breech end of the barrel, it is better just to get a barrel, whack it and the bore the muzzle side out for 5/16″ tubing. That I can do,…. but,…… I only want the first 3-4″ of that barrel! That last 3-4″ will just cost around 150$.
Find some old retired Machinist that has some hand operated equipment in his garage. One that just “putters” to have something to do. Find him,… and then make real good friends with him. You will need him one day. 🙂
Chris,
Yes, a retired machinist or a friend with a lathe and mill or, as a last resort, buy a lathe and learn to use it. These are all better solutions than trying to have a custom part made commercially.
B.B.
B.B.,
This is a great report, so much so, I am going to print it and give a copy to the guys who teach tool & die and machining at my college. Plus you reminded me of one of my favorite Yogi Berraisms: “Whenever you come to a fork in the road, take it.” (It just so happens that is a remarkably Zen statement.)
Here’s one (albeit not Zen) of mine: “A widget that costs $2 to manufacture came from a prototype that cost $2000 to craft.”
Michael
Michael,
Yes! And the real trick is not in crafting the $2000 widget, but in determining how to manufacture it for only $2. That is the real trick today.
B.B.
B.B.,
Yessir!
And now a lesson for those who want an all wood and metal, U.S. made air rifle for $99, here is the established formula that makes it possible for everybody to put food on his table:
1. The widget costs $2 to manufacture, warehouse (barring just-in-time) and transport to the wholesaler and advertise it to the consumer.
2. It costs the wholesaler $4 to warehouse and transport (barring drop-shipping) the widget to the retailer.
3. The retailer incurs a cost for advertising, shop-keeping and warehousing (barring drop-shipping) the widget and then tries to squeeze out a profit on a widget that has an MSRP of $8 but which he must sell for $6 or even less.
That’s a delicate sequence, which is why so many concerns ultimately can’t make a go of it, even if they do everything right. It’s a dog-eat-dog world out there.
Michael
Had to smile at this B.B.
I worked in a printed circuit board shop and there was a customer that was upset at the price and delivery for the dozen prototype boards he needed in three days (he asked if he could have one of the boards that afternoon – NOT – its like making muffins, you don’t make them one at a time).
This is what he needed done…
The files for a printed circuit board need to be prepared, have tooling added, and be photoploted. The copper laminate needs to be photosensitized, imaged with the circuit and etched. The layers of the board then need to be pressed to laminate them. Several thousand .008 inch holes had to be precisely (+/- .001” positional accuracy) drilled, then electro plated with copper. The outer layers needed to be etched, coated with soldermask and printed with the component legend. The boards were then routed to shape and electrically tested for continuity. I won’t go into the cost of the equipment and chemistry to do these operations or the skilled people required.
I suggested that for perspective that he ask for a quote from a machine shop for a dozen pieces of Lexan to be drilled, painted, screened and routed (no phototools, lamination, imaging, plating or testing) in three days.
When the customer picked up his order he asked to see me. He had the Lexan “boards” quoted for fun – they were 4 times the price and best delivery was three weeks.
I gave him a tour of the shop and he couldn’t believe that the we could make the boards for such a low price.
Great blog – excellent perspective!
Happy Monday!
Hank
Hank,
Now, THAT is a story!
Thank you, 😉
B.B.
BB
Should be required reading for anyone who works in Washington. You can bet real economics are not taught in colleges and universities.
Decksniper
Hi. I’m Bob from Bob’s Job Shop. I’m trying to compete with Otho’s Precision Machine Shop, and it is difficult to get the work done with my archaic equipment that was manufactured in the 1950’s, been refurbished a number of times, and bough a decade ago on eBay. I am doing the best that I can and just trying to make a living. Wait till next year when I buy a home edition 3-D printer for under $500 and start turning out quality pieces at rock bottom prices. I may even have to hire some additional help.
Later
Bob
Bob,
There is a place down by the docks where day workers line up for jobs. You might find some diamonds in the rough there. Or at least some carborundum! 😉
B.B.
So, only very, very slightly on the topic of parts, but something that almost qualifies:
My TalonSS has been doing weird things with vertical stringing over long shot strings that I had been attributing to the poor scope that I have on it, up until this weekend. I took a shot at a starling (missed, puff of feathers, low) and when I opened the bolt to reload, I noticed something that looked odd, there was some kind of projection from the front of the tophat that I hadn’t noticed before. So I started fidgeting around, and discovered that my tophat wasn’t even vaguely locked down, it was rotating freely up and down the valve stem! Apparently, somewhere during the ~350-400 shots I’ve fired from the rifle to this point, the setscrews have worked themselves loose. I spun it back out to roughly where I remembered it being (top hat end level with the end of the stem), and the rifle’s performance went right back to the way I’d remembered it being at the get-go, so I clearly have something going on there. Do you know off the top of your head what the factory-correct setting for that is? I’d like to put it back exactly where I got it from the factory. I figured if anyone would know, (short of calling in for service) it’d be you or the readers here!
Komitadjie,
I used to build and test the valves for AirForce sporters when I worked there. Take an American quarter and put it under the bottom of the top hat with a loose fit. That is an excellent gauge for setting the clearance, which was 0.081-inches, as I recall. Quarters are about 0.064- to 0.067-inches, which is why you want to loose fit. We used a feeler gauge at AirForce and if you have one it works well, but the loose-fit quarter is a trick I learned.
B.B.
Perfect, much appreciated! I have a set of gauge pins that should be just perfect for that. Should I use any kind of thread lock (loc-tite blue comes to mind?) on those setscrews to keep them from backing off again, or is just snugging them down well adequate? I’ve seen a few guys that play around with that spacing, but I like it just the way it was working, so I’m not planning to fidget with that any once I have it properly re-set to factory specs. I just want it to stay right there!
Komitadjie,
AirForce uses blue Locktite, and I recommend it. When you snug them on a Talon SS valve stem they don’t dimple the metal much. Be careful not to strip those 050 Allen setscrews with too much torque.
On the Condor/Escape valve stem that’s much thinner, the setscrews will dimple the stem. That helps hold them in place, though I still recommend the Locktite.
You are wise to set the top hat and forget it. When you fool around with adjustments, eventually something strips out and repairs are needed.
Point of interest, in the early days the top hats used a single setscrew. It wasn’t until 2003/4 that the double screws were used.
B.B.
Excellent, a light dab of blue locktite it is, then! Really appreciate the help, I’ve been just enjoying the heck out of this rifle. First entry into a quality level higher than your generic wal-mart airguns, and it’s been an absolute blast so far! 🙂
And done! Removed the setscrews entirely, unscrewed the tophat from the stem and cleaned all threads with denatured alcohol, then applied just a tiny dab of blue locktite and re-installed everything with a feeler gauge (worked easier than the gauge pin after trying both) and snugged the screws down. I marked the indexing of the tophat and the stem at the front with a sharpie after letting the locktite set for two hours, and fired 50 shots without any movement at all. Problem solved!
Komitadjie,
Now let’s hope it remains there a long time. Mine hasn’t moved in several thousand shots.
B.B.
GF1,
I believe this is for you. You sent me this link to Leapers yesterday:
https://www.leapers.com/prod_detail.php?mitem=Optics&itemno=SCP-ES403
Pyramyd AIR already carries it:
https://www.leapers.com/prod_detail.php?mitem=Optics&itemno=SCP-ES403
Go to scopes and look under the scope accessories section.
B.B.
BB
Chris USA was looking for these yesterday. He gave a description and part number from a website he found them on. I searched it and found it be from UTG. So I posted the link you just posted.
You actually posted the same link twice. Here’s the Pyramyd AIr link.
I hit the send button to quick. Here’s the Pyramyd AIr link.
/product/utg-rubber-scope-eyeshade-for-36-40-41-5-43mm-eyepiece?a=5118
GF1,
So between the two of us we have a brain? 😉
B.B.
BB
Haha yes. Now if I can just get my phone to catch on. 🙂
B.B.,
Thanks guys. I will be ordering something for sure.
Really, from my homemade cardboard and duct tape version, and the much improved results,… this would solve a lot of problems for those having issues with scope sight picture/light flash/washed out picture, etc..
Enough so, that it would be worthy of an article. At the least, a worthy mention and endorsement. I am not sure how many people even know that they exist,.. and their benefits.
Once I get a proper one, I will not shoot without it, Yea, it made that big of a difference.
Chris
Chris USA
As BB always use to say to me. Maybe you could do a guest blog about it after you get it.
Either way I will be waiting to hear about it.
BB, GF1—I looked at the rubber eye shade add and it reminded me of the first telescopic gunsight used by the U.S. Army, the Warner Swazey model 1908. In “The Book of the Springfield” (Crosman, 1932) this scope and its rubber eyeshield is described in detail. It often got stuck to the shooters face . It acted like a suction cup. Crosman said–“it took 3 strong men to pull you loose”. Eventually the army “improved” this eyeshade by boring 3 holes in it to ” let out de vacuum” This scope was used on 1903 rifles, air guns wont have enough recoil for this to happen, or will they? We will just have to wait until we get a “my scope got stuck to my face ” report. If anyone uses this eyeshade on a rifle with some recoil, put a hole ( or 3) in the rubber before firing. Ed
Ed,
Yes, but if it does happen, will there be three soldiers nearby?
B.B.
Ed
I think if was to get one I would make sure it has the air relief holes even if used with a air gun.
BB– Captain Crosman said 3 STRONG soldiers. I live near West Point. I often go to their museum . I have often seen cadets in the town (Highland Falls). Some (not all) of the women cadets do not look like they would fit Crossmans requirements. Ed
BB
Just got back to finish reading today’s blog and comments. Lots of real world manufacturing info.
You covered a lot of things. And as you know that’s what I have done all my life. Been involved with many aspects of machining.
One thing I would like to mention is material. Different types of metals have been harder to get over about the last 10 years. What’s been going on is the scrap parts and machining chips as we call them. Which is the metal being machined off as the parts being made. Well that has been being bought up by some overseas suppliers. So it makes it harder to get the metal bars and such that is used to make the parts. And now the suppliers want premium money for their material. And guess what now they won’t pay good for the scrap when they pick it up.
We use to have about half of the shop machining brass. The chips and scrap they picked up from us use to pay the workers payroll. Then someone decided that metal was cheaper to get than the brass. So we started making parts out of metal. Guess what more tooling use, more down time to change tooling, less money for the scrap.
What happens now to pay the employees payroll. Cost increase to the customer we are producing the parts for. And thats if we continue to make the part. That’s a whole nother ball game when they bid jobs. Nowdays a engine at our shop will bid jobs high just because of material availability.
So yes a big shop is not the place to go ask to have one or even 50 parts made. A small shop maybe would do 50 part. But one part you better have a machinist friend. So even when he makes something for you cheap or free even. Remember he still had to take the time to make it. Probably had to look through the scrap bin to find a piece of material to make it. Otherwise he might of even ordered and pay for some material to make the part for you and he didn’t even say anything to you about that when he hands you your new part. 😉
Was suppose to say engineer.
“Nowdays a (engine) at our shop will bid jobs high just because of material availability.”
This sort of stuff comes up on a daily basis at my job. I do some graphic design, but mostly I operate a CNC router and direct people. People don’t seem to understand that even your most basic double sided illuminated sign costs a pretty penny. Roughly for a 4×8 double sided illuminated sign at whole sale is something like $800 for aluminum, plastic and vinyl, $100 to paint it, LEDs and power supplies $400ish for this size of sign, ~30 man hours at $35. Then you get to overhead those trucks needed to put it up? They don’ t run on air or drive themselves and they also cost $60k apiece, and to insure them is $3k a month.
But some people think $5k for a sign is too much lol.
BB
I use the black rubber sunshades on a few of my springers carrying long eye relief scopes. They work great especially in bright sunlight. Never had one get sucked to my face tho. The only problem I had was after a few shots the recoil would dislodge them. Not a big deal and easily fixed with a bit of black hockey tape. They can be found most days on eBay.
Cheers
Dave
BB, I think you forgot the time to program the CNC machine to make the part, the time to measure the first parts to see if they meet spec, the time to tweak the parts to be within spec and check them again (this may take several tries). That all happens before the first good part is made.
The dirty little secret is that none of the small airgun dealers or repair companies make enough money to pay the owner a livable wage, provide him insurance, and for him to be able to save up for retirement. I know of one airgun retail and repair shop where the owner worked a second job just to be able to repair airguns. Guys in this business are in it for the love of airguns, not the money. And, a lot of them take a lot of grief from airgunners that just don’t understand why they can’t do things like the big retailers with someone standing by to answer the phone, have everything I may want in stock, and sell it cheaper than Amazon.
David Enoch
I have received numerous phone calls from Russian soldiers ( a few in English) complaning about my instructions on how to use Russian rifles to crack nuts. I have been told, in no uncertain terms ( at least by the calls in English) that the Russian soldier does not need to eat nuts. The are provided with sumptuous rations that include borscht with sour cream and blinni. However, they do use their spike bayonets to dig up potatoEs, and turnips. They also use them as spits when cooking rat or squirrel tsachlick (kabob). With thanks to Dan Quayle for the correct spelling of potatoE, Ed
Email Vernon at vaustin928@yahoo.com he makes beautiful wood grips for those classic crosman revolvers.