
by Tom Gaylord
Writing as B.B. Pelletier
This report covers:
- Famous last words
- A month of frustration
- Found on the floor!
- One ball or two?
- Stacking BBs
- August to the rescue!
- Bearing found!
- Assembly instructions
- Performance
- Velocity — Air Venturi Copper-Plated Steel BBs
- Hornady Black Diamond BBs
- H&N Smart Shot lead BBs
- Daisy Avanti Precision Ground Shot
- Fixed again!
- Trigger pull
Famous last words
With the help of a link from reader August, I finally figured how to correctly assemble the Hammerli trainer for the Swiss K31 Schmidt Rubin straight-pull rifle. Taking it apart was no problem whatsoever, and you read about that in Part 3. Once the powerplant was apart I was able to push the jammed BBs and lead particles out of the bore. Then I cleaned the powerplant, straightened the air tube and soaked the piston seal in oil for a couple days. Then I thought I would assemble it and continue the test. In fact my last statement in part 3 was, “After that (assembly) I fully expect it to function as it is supposed to.”
A month of frustration
Yeah — right! It took nearly a month of fiddling with the parts before I learned their secrets and was able to get the trainer back to operation. My buddy, Otho, and I spent about 2 hours one day just assembling and disassembling the thing; wondering why it didn’t work. One thing became obvious to both of us. Something was missing! In all likelihood it was a small ball bearing.
Found on the floor!
Otho swept the floor of his gun room with a powerful magnet and collected a tiny ball bearing that measured 0.156-inches in diameter. This is where knowing something about airgun ammunition comes in handy, because no common airgun ammo is that size. A steel BB measures 0.171-0.173-inches in diameter — enough larger that you can see it with the naked eye when holding both the bearing and BB in your hand.
And this tiny ball bearing happened to fit in every machined channel and hole in both the sliding sear bar and also in a slot cut directly into the gun’s piston. A steel BB was too large for these slots and holes. That told me that the ball bearing Otho found was more than likely a part of the powerplant that had fallen out when I disassembled it.

The sliding sear bar is machined to fit a small ball bearing exactly!

The piston is also machined to fit the small ball bearing! When the powerplant is assembled, this slot is directly against the machined slot and groove in the sliding sear bar shown above. Not by coincidence!
One ball or two?
Try as we might, though, the ball bearing did not fix the problem. The trainer still didn’t work. But something special did happen! At the end of our 2-hour skull session, Otho’s eyes narrowed to slits and he mused, “I wonder if there is a second ball bearing we haven’t found?”
At first I thought he was chasing a rainbow. Nobody in their right mind would use two ball bearings in a mechanism like this, because the only way that could work is if the two bearings pressed against each other when the gun was cocked! They would have to be the actual sear of the trainer. Nobody would be crazy enough to do that! That would be like stacking BBs!
Stacking BBs
In the Army we had a number of sayings that we used to convey special meanings. “Two up and one back” refers to a foot patrol where you have two soldiers ahead of the main column and one trailing behind for security. “Hot socks and a dry meal” is a humorous transposition of dry socks and a hot meal — a foot soldier’s two most coveted things when he’s in the field. “Always put an officer in change” means to have someone responsible for every operation, so you can court-martial them if things go wrong.
And then there is the phrase “stacking BBs” as in, “The major’s got me stacking BBs.” Translation: “The major has me doing an impossible task with a futile outcome. — He’s wasting my time.” When you think about it, stacking BBs is one of the most impossible tasks there can be. And yet, Otho thought this trainer might actually work that way.
I continued to ponder the problem and Otho swept the floor of his gun room with a magnet once more. I thought I might have just ruined a very expensive and valuable airgun by my careless disassembly technique. Whenever you have a mechanism you don’t know, try to disassemble it the first time while it’s inside a plastic bag. That works great if you remember to do it. Not so good if you only remember it afterward and write it in a blog.
August to the rescue!
I told you guys on the blog I was having problems with this assembly and, as I mentioned in the beginning, August came to the rescue by sending me to a link where somebody described how to assemble the trainer. Key among his instructions were the words, “…your Trainer is (possibly) assembled without the two steel balls…” So — there were two balls! I called Otho and we both rejoiced!
The link August sent also had a Hammerli assembly drawing that showed the trainer uncocked and cocked. In the cocked drawing you can clearly see the two balls on top of each other and bearing against each other — held in by their respective parts. The sliding sear bar kicks the supporting ball out from under the ball in the piston, releasing the piston to move forward under the power of the mainspring.
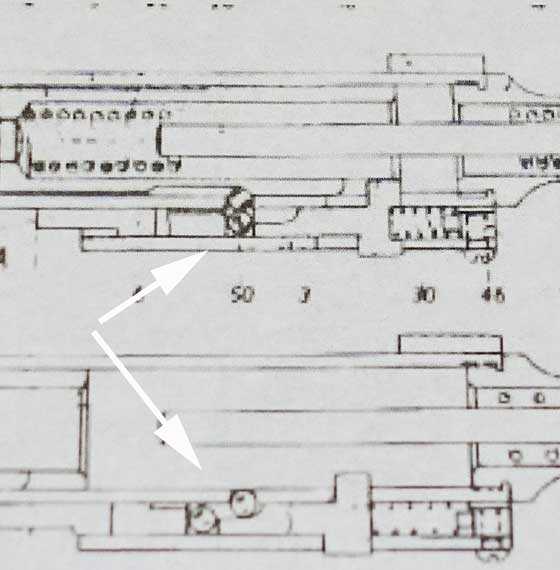
The drawing shows the two ball bearings in the uncocked position (below) and cocked (above). When cocked they are literally stacked BBs!
I measured the ball he had found on the floor — the one that fit in all the machined recesses and holes in the sliding sear bar, the piston and even the hole inside the spring tube. It measured 0.156-inch in diameter. The conversion app on my computer says that is 3.9624 millimeters, so I set about looking for a ball bearing that size.

The bearing Otho found on the floor measures 0.156-inches.
Bearing found!
Most bearing companies want to sell you ball bearings in races (captive cages). I wanted just the balls, themselves. Fortunately BC Precision in Chattanooga, Tennessee, sells them that way. They come in packs of 25, but the cost is just $4.95 per pack and the shipping is free. I ordered both a 4mm ball and a 5/32-inch ball. I measured them when I received them and the 4mm ball measures 0.1565-inches. while the 5/32-inch ball measures 0.155-inches in diameter on my dial caliper.

The 4mm replacement bearing measures 0.1565-inches.
Assembly instructions
I followed the online instructions for installing the balls, which I will now give here for posterity.
First, install the piston in the spring tube and slide it all the way forward, so the air tube at its end fits inside the breech of the barrel.
Both balls will be inserted into the sliding sear bar, one at a time. Slide the bar inside its container in the spring tube housing until the hole in the bar aligns with the widened hole in the container slot. Drop the ball into the widened hole, but have your finger under the sliding sear bar to keep the ball bearing from falling through. Now, push the sliding sear bar forward as far as it will go. It may help to invert and even shake the mechanism as you do this.

Here I’m about to drop the first ball bearing into the sliding sear hole. What you don’t see is my finger that should be inside the spring tube to prevent the bearing from falling completely through all holes. That finger was on the shutter button of the camera.

After inserting the first ball, I slid the sliding sear bar as far forward as it would go — keeping my finger inside the tube to prevent the ball from falling through. You may have to jiggle the gun and fuss as you do this, because the ball has to drop into another hole inside the spring tube. When it does, it is captured and you can slide the sear bar back out for ball two.
Return the sliding sear bar to align its hole with the widened hole in the slot again. Put your finger under the sliding sear bar again to prevent the second ball from falling through. Now push the sliding sear bar with the second ball far forward as it will go — inverting the entire mechanism if need be to accomplish this.

Now drop ball two into the same hole, with your finger in the tube to keep it fropm falling through. Then slide the sear bar all the way forward again. This time may be more difficult, because this ball has to climb up a sharp shoulder. Just keep fiddling with it, because the sear bar will go forward all the way.
Once the sliding sear bar is as far forward as it will go, hold it there and look into the rear of the spring tube to make sure no ball bearing has fallen into the tube. Once you see it is clear, install the sliding sear bar spring in its position and then install the spring guide, mainspring and end cap.

The sliding sear bar is installed and held by its screw and anchor. The mainspring and end cap have also been installed.
Performance
The trainer now cocks as it is supposed to. Up to 6 steel BBs are loaded into the gravity-fed magazine and shooting can begun.
Velocity — Air Venturi Copper-Plated Steel BBs
I loaded 5 BBs at a time and started shooting. First came the Air Venturi Copper-Plated Steel BB. Ten of them averaged 283 f.p.s. The spread went from a low of 278 f.p.s. to a high of 286 f.p.s., which is 8 f.p.s. So, the trainer is pretty consistent.
This is a lot faster than I was expecting. I had thought it would top out around 250 f.p.s. and maybe not much more than 200. Apparently soaking the piston seal in oil was a good thing.
Hornady Black Diamond BBs
Hornady Black Diamond BBs came next. Ten of them averaged 284 f.p.s. with a low of 281 f.p.s and a high of 287 f.p.s. That’s a 6 f.p.s. spread! It’s also very close to what the Air Venturi BBs did.
H&N Smart Shot lead BBs
Next came the H&N Smart Shot copper-plated lead BBs. They averaged 238 f.p.s. with a spread from 233 f.p.s. to a high of 244 f.p.s. That’s 11 f.p.s. I plan to try these BBs in the accuracy test that’s still to come.
Daisy Avanti Precision Ground Shot
The last BB I tested was the Daisy Avanti Precision Ground Shot that is produced especially for Daisy’s Avanti 499 Champion BB gun. The first two shots went out at 285 and 288 f.p.s., then the third shot stuck in the bore. That was the end of the test, as the trainer had to be disassembled and cleaned out. Thank goodness I now know how to do that!
I will not try the Precision Ground Shot again in this trainer. The tolerance is just too close. It ought to work well, according to the specs (0.175-inch steel balls were recommended) but it doesn’t in this one. The stuck BB was about one inch from the muzzle of the trainer’s barrel. The bore is shined to a mirror there, so this was a dimension problem. The stuck BB measures 0.1735-inches in diameter.
Fixed again!
I disassembled the trainer, removed the stuck BBs and assembled it again, taking picturs as I went. This time instead of taking almost a month, it took about 15 minutes, start to finish. I inserted the trainer back into the K31 rifle, pulled the rifle’s trigger to set it for the trainer then cocked the trainer and shot it as before.
Trigger pull
A K31 rifle has the finest trigger pull of any military rifle. Our own M16 with a National Match trigger installed feels like a harrow being dragged on an asphalt road in comparison. The sear breaks at 2 lbs. exactly. And now we know what it means when the sear breaks. The BBs are no longer stacked!
We’ll look at accuracy next. I have been shooting this little gem a lot and I know you’re going to want to see what it can do.

That is a crazy wonderful setup with those ball bearings.
I bet it cocks and releases very smooth with that system. Almost zero resistance I’m thinking. And another reason I like this trainer action.
The lessons learned;
Rule one—When working on anything with teeny, weeny ball bearings, (Auto transmissions, air guns, space shuttles and such, count the ball bearings on extraction rather than later. It ultimately saves a lot of time.
Don’t ask either myself or BB how we know this.
Rule two—When working on such items, it’s always wise to do so inside a size medium or largish weather type ballon, thusly automatically guarding against loss while collecting the errant bearings in the bottom of the inflated ballon where they’re easily found. Usually. Sometimes. Occasionally.
Rule three—Have a collection of large magnets anyway. You’ll likely need them.
Rule four—Work in the nude. Humans have an uncanny number of folds, creases, navels…and like that and we don’t collect fewer of these as time goes on. Don’t underestimate this pernicious properties of microscopic bearings and screws, and the cuffs of your pants aren’t the only place they can end up.
Okay, I’m making up Rule four. (But on reflection, has some merits.)
I don’t have a large weather balloon but I do try to do all my “taking apart” operations on a large bath towel. This not only (usually) catches small parts that drop out but also protect the part from scratches and nicks. Your Rule four makes a lot of sense but some of us have a lot of wrinkles and folds when we are naked. Small parts can still get lost 😉
Bob
If you press the blue button on your calipers, it will do the conversion for you.
Rob
Yes it will. Do it more than you can imagine at work. That’s one thing I do like about digital calipers and mic’s and indicators.
It’s amazing the things we do all day long and don’t even think about it. For years and years and years.
Rob,
Yes. I do that all the time.
Thanks,
B.B.
I know the market is very limited if for no other reason than the cost, but it would indeed be nice to be able to buy a BB gun made to these tolerances and quality materials. No stamped metal. No cheap brass tube for a barrel soldered in place. A nice stock, probably walnut. Something designed for years of use.
My BSA just had it’s 110th birthday this month. With the proper care and maintenance, there is no reason my grandson cannot be showing his grandson how to shoot it.
If you don’t keep losing the bearings out of this one, it should be around for some time also.
😉
That took a lot of work! The person that designed it needed to be court-marshaled.
Mike
Rule one – check
Rule two – no balloon available 🙁 … disassemble on a towel, cleaning and assembly work done on a tray (plastic 24 x18 inch “cafeteria tray” or a large “cookie sheet”).
Rule three – check – magnet bar used more often that I care to admit… usually needed when I forget to get the tray out.
Rule four – LOL! Been doing a fair amount of chainsaw work recently and can confirm that cuffs, pockets and folds can capture large amounts of woodchips that later escape to leave trails on the floor and collect in the washing machine.
Found that puzzles are easier to do if you have all the bits. 🙂
Congratulations on getting that puzzle back together B.B.!
Hank
B.B.,
After all of the anticipation, setbacks, mysteries, and frustrations, I can imagine that moment before firing that first shot was exciting. Otho and you had to be filled with a great sense of accomplishment. The harder the task, the greater the satisfaction of completing it. Congratulations!
Your advice regarding the plastic bag is excellent. I will remember that one. You maybe already have one of these, but when I bought one it made many a job go more smoothly. I have on my workbench an ashtray sized, shallow, mirror smooth stainless steel, magnetized bowl. Every small steel anything goes straight to that bowl. And so I can’t knock it off the bench, the bowl is velcroed to its corner on the bench. They are available through many online suppliers. I bought mine through an electronics store.
Finally, “stacking BBs” is now a part of my vocabulary. I now have something to rotate with “herding cats.”
Michael
Michael,
Yes, seeing the trainer just cock for the first time was a real pleasure. And it shoots with such authority!
B.B.
Michael,
Herding cats is easy. Just rattle one the those milk carton packaged cat treats and if you have 10 cats,…. a “herd” of 10 will be at your feet in seconds. Easy. 😉
As for bb’s,…. put ’em on a magnet and you can stack ’em all day. In fact,…. there is a few toys that do just that.
Hi BB,
I enjoyed this blog. The bearings remind me of the Diana ball sear assembly.
The other day you were describing hop-up. Would that same technology be effective on BB guns? I feel sure that someone has tried it.
David Enoch
David,
To the best of my knowledge, no one has ever seriously tried making a Hop Up for a BB gun. There has certainly been a lot of talk about doing it, but besides abortive home projects, it’s never been done. That’s as far as I know.
B.B.
DavidEnoch,
I have a Daisy 880 multi-pump that I cut the shroud off of back to the front of the forearm. The barrel is 100% exposed from that point to the muzzle. Why?,….. arrow testing,….long story. At any rate, I shall be taping a very strong button magnet to the (top of the barrel) at the muzzle.
I did it on a 499 and it fit inside the shroud and seemed to help. The bb’s are muzzle loaded on a 499 and they “stuck” at the magnet,…. so there is transfer of magnetism (through) the barrel at that point. A slight poke with a wood skewer sent it on it’s way to the breech. Is it adjustable?,…. no. Should it “impart” some sort of back spin,….. I would say yes. I do not know how you would ever verify it,…. but the groups should tell one way or the other.
Stay tuned,…. Chris
I will be doing it this weekend and will post results good or bad.
Chris,
The only way to impart a spin on the bb that I can see is to increase the friction on one side of the barrel. For backspin that would be the top as you know. The magnet should pull the pellet against the top of the barrel giving it more contact with the top of the barrel.
If you could rough up or increase the friction coefficient on the top of the barrel say between one and three inches from the muzzle or where you have Ben putting the magnet, that would add to the back spin with the magnet. The roughness may be increased by some sort of thin coating. Maybe a thin coat of paint. Very thin almost like ink. You might think of something better. At least use something that can be removed if it does not work.
I spent much of today with the Marauder with a couple of different lubes and tunes. I used mobile 1 atf and mobile 1 5-20 engine oil. I will try other more recommended oils later. The 5-20 was definitely worse. The atf reduced my flyers from what I have been getting so far. All of my tuning so far has not found a pellet better than the crosman premier in the card board box. Tuning really helps on the heavier pellets but they still don’t beat the premier’s at 30 yards.
Don
Don
We have talked about in the past on the blog about drilling and tapping threads in a hole on the top of a smooth bore barrel. Like a Crosman 760. Then taking and threading in a piece of solid rubber.
The thinking behind it would be hit the bb with the piece of rubber. You could adjust how much rubber protrudes into the barrel to hit the bb to add the backspin.
And the question is has there been a BB manufacturer that has done a hop up on a steel shooting BB gun.
GF1,
Yea on the bb hop up I was trying to increase the spin from the magnet Chris was trying without being destructive.
Just a thought.
Don
Understand.
Biggest thing is I think more experimenting should be done with a bb gun hop up.
I think it will help performance at longer distances.
Don
And on the oiling. Are you putting that one the pellets or a few drops in the barrel?
And next question. What do you think the oil is doing when you use it? I would say it’s tightening up the tolerance or fit of the pellet to the barrel. Have you measured the head sizes and skirt sizes of your pellets? Especially the difference between the ones that don’t work and the Crosman premiers.
Next have you checked into trying the pellet brands that offer different head sizes? It’s sounding to me like your particular barrel wants a bigger head size to engage the rifling and seal better on the skirt end also.
GF1,
I was putting a couple drops in a cup rolling the pellets around to get a light coat. Then i layed them on a paper towel for a few minuites to remove any excess. That part seemed to work ok. If i find a lube that works good i will set up a tin with a pad/sponge in the bottom.
I have settled on domed pellets and have tried just about every brand there is and all sizes in some brands.
I think the oil may do quite a few things to the barrel pellet interface. I have not had a leading problem so far. When i was into black powder everyone had their special lube. Bear fat was all the rage for a while. I don’t expect to much but it seems to reduce the flyers enough to be noticeable.
I don’t have a pellet gage. I have tried using calipers and get different measuremets when rotating the pellet. Multiple measuremets seem like too much work at this point. Once i settle on a pellet and finish my tuning adjustments. I will try sorting pellets and get a pellet gage. I do give the pellets a visual check and load one at a tme without the magazine.
I have just about decided to try one of the hammer forged barrels from marmott militia. I think I have almost squeezed all there is from my crosman barrel.
Don
Benji-Don,
Nice comments between you and GF1 above. I am pretty sure BB did try some pellet lubing in past articles, but it may be years ago. Try a search.
My thoughts are that it should reduce drag and should increase fps by a bit. It can’t hurt on the skirt seal, but unless your pellet has a really thick skirt, I think that seal is already covered pretty well. As for the head, I think that the head engaging the rifling would be the most critical. I do not think lube would help much there.
My bet is that once you get a Pelletgage, you will see your best results for pellet testing.
As for bb’s, I am sticking to the barrel outside. As for the magnets, I will pick some more up today. As for any adjustment, I could put several 1-4 in a row or move them fore and aft. To reduce magnetism, electrical tape could be applied between magnet and barrel.
A tapped screw would have an effect, but would be subject to wear. A rubber plug would work too, but adjustment would not be precise like a screw would be. To me, magnetism seems to be the best route forward.
Chris USA
Research hop ups on air soft guns and see what systems they use.
And I will say this. The rubber in a threaded hole is pretty precise. That hop up does not have to hit the bb hard at all. It’s only taking up the tolerance in the barrel. Basically it might be hitting the bb by about .003″ maybe .004″. So if there’s wear it would be minimal. And you should see accuracy or point of impact change. Then adjust accordingly.
But report back with your magnet results. I will be waiting.
GF1,
I have everything to do the rubber plug and the screw. They were tossing out some silicone rubber plugs that are used when powder coating, to plug holes. I have a bunch from 1/32″ all the way to 1/4″ and everything in between. For screws, I have a big selection from 4-40 and up. If I can not get results with the magnets, then I will proceed to the silicone plugs and then the screw last.
The only downside is that the 880 is a multi-pumper. I will do some bb’s at 41′ and then proceed from there. For testing, I will use 5 pumps. I will do a couple 5 shot groups with no magnets and then a couple with 4 magnets in line at muzzle. If it works at all, that should show some sort of dramatic difference. I will note if the POI changes at all. If accuracy improves, then I will repeat with 10 pump testing.
Chris USA
Another thought about the 880 is its a rifled barrel that shoots bb’s or pellets. And probably designed more towards shooting a pellet with the rifling in the barrel. Air soft guns are smooth bore as far as I know. Don’t think I have heard of a rifled barrel air soft gun.
Then usually a steel shooting bb gun has a smooth bore. Then there is also the modern Crosman 760 that is a smooth bore but shoots bb’s and pellets.
So I don’t know how the rifling from your 880 will affect the bb. Then add in the hop up to the equation. If anything the hop up on your 880 will have to be close to the end of the muzzle so the rifling won’t cancel the back spin.
And most hop ups I have seen on air soft guns are located in the first half of the barrel on a long gun. They are usually located somewhere between the area from where the air soft ball loads and the half way mark of the barrel. So what that probably does is the hop up hits the air soft ball at its beginning of movement and when the ball is accelerating.
So if I was doing the experment on a steel shooting bb gun. I would use a smooth bore 760 for the experiment.
Just thought I would add more for you to think about.
GF1,
Yes on the smooth bore. The rifled 880 is it though. I did 8 shots at 41′ this am and got 169 mm.. I just did 10 shots with 8 magnets (.31″ diam.) and got 9 in 96 mm.. The magnets are spaced evenly along the barrel about 1″ apart. Daisy’s.
The magnets are back off now and I will repeat the test. The scope is awful at that range. Odd, point it out a window at 30 yds.+, and the picture does not look half bad.
When I repeat, and if the results repeat, I am onto something. Too early to tell at this point. (2 pellets did land 3/4″ apart when sighting)
The magnets are +2000 Gauss for you science buffs out there. VERY strong.
Remember, this is the same 880 that I have fired homemade steel darts out of. So the rifling might be a bit suspect. However,… we are talking bb’s, so I think no worries.
Chris USA
The thing is a rifled barrel is toleranced different than a smooth bore barrel for the most part. Plus bb’s are a different diameter than a .177 pellet.
So as I say I think your 880 was designed more for pellet use than bb’s.
The 760 smooth bore in my opinion was designed more towards bb shooting than pellet shooting.
So I believe you will get better results with a back spin placed on the bb with a smooth bore barrel.
But you have what you have. And maybe even try removing a magnet at a time and shoot 5 shot groups each time a magnets removed.
Anyway holler back with your results. Oh and you know the 760’s are only around $30 bucks at Wally world. But I think I mentioned that before.
And your scope. What magnification and what is the parallax set at?
GF1,
Yup on all the above. The scope is a Daisy 4×15 fixed that came with the 880. (hence the 880″S”),… ULTRA cheap. Wally’s had 1 red dot for 50$. Scope style. I do not know enough about them to make a quick call. You know, I try to do my homework. I did look. I wanted to try one. It has to be better than that scope.
I guess, (the bottom line is), even given the less than the ideal conditions,…… if this can show better results over multiple test,….then like I said,…..we are onto something.
As for variations,.. yes,… magnet moving is 1 option as is the Avanti bb’s.
10 pumps by the way. 800 fps per box,…and we all know,….if it is on the box,…it must be……. 😉
Turn him on to the Daisy electronic point sight I told you about at TSC.under $10 and good for 50yds or better.
Couldn’t find a good way to reply to Chris.
Chris USA
Bet the scope is a fixed parallax at 50 yards maybe even more. But that would cause it to not be clear at closer distances. A 35 yard parralax scope is good at say 15-50 yards if it a lower magnification scope around 4or 5 power. So it’s not probably the right scope for the distances you shoot at.
And you should of wrote down what dot sight it was. Or took a picture of it with your phone. Then you could of texted or emailed me the picture so I could see what kind it was.
Let me know how all goes.
GF1,
A fixed 50 yd. on a 880,…. yea,….. that makes a whole lot of sense.????? Obviously you are right by the sight picture.
The main thing I am looking for is significant improvement. If,… I get that,…. then it is “Game On!” It seems that I already have that, but I will not break out the “Pom-Poms” until more testing.
Wait,…. I,….errrr,…..uh,…. I do not REALLY have Pom-Poms. 😉
Chris,
Thanks for the info. I read B.B.’s reports on pellet lube and a few others on the web. I have completed my pellet brand testing. Now I think it is time for a new barrel.
So many things to try; hard to find the time.
Don
Don
I don’t clean my air gun barrels. That may sound weird. Just don’t like touching the rifling. Now a firearm that’s a different story.
Also I don’t like changing pellets. When I’m testing a pellet I try to shoot that pellet for a days shooting I guess I will say. Call it seasoning the barrel if you will. I have noticed that the pellet will do better if you give it more time on the gun.
And as I said I don’t like cleaning my air gun barrels. What I will do about every Tin or two is put about 3 drops of the RWS silicone oil in the breech end of the barre and shootl. That seems to be all that’s needed to wake the accuracy back up.
And I have a few things I can say about the Marauder in .22 caliber but I will just keep quiet about it here. I will say though out of all the different gen1 and gen 2 Marauders that I have had. The .177 and .25 caliber guns have gave excellent results. Not so true with the .22 models I have had.
So I would try that other barrel your talking about. Then you can let us know the difference in performance. I know I’m interested in your results if you decide to change barrels.
GF1
I agree on the cleaning. My final testing was with lube, that did help noticeably. Then I did clean the barrel, first time, no noticeable improvement. Then I tried going back with the lube and different pellets with different powered adjustments. That was a lot of shooting.
I would consider every thing up to this point being coarse adjustments. After all this I don’t think fine tuning will get me where I want to be out at and past 40 yards.
It is time for a new barrel. If I don’t get significant improvements I will need to figure out what I am doing wrong.
Until then my wife wants to learn to weld. I am going to have her make some field targets that should also work for rimfire. I hope she enjoys it I want about four new targets.
Don
Don
I enjoy my metal spinners and feild targets. I got the field targets that have the paddle you shoot at to reset. And wow what better way to get you some new targets. That’s cool she wants to do that.
And I don’t know what to think about the .22 barrels on the Marauders. I heard good and bad results. I know the .22 caliber models I had of the Marauder didn’t shoot bad. But could never get them to shoot as good as my.177 and .25 models.
I tryed with out the shroud, even took that end peice off of the end of the barrel that supports the shroud and baffle. Even took the barrel out and checked the lead in chamfer where the pellets loaded. Checked to see if maybe there was a burr protruding in the barrel from the transfer port hole. Even checked the bolt to see if it was knicked or burred up. Also the crown of the barrel too and the rifling. And don’t know if this matters. But I even rolled the barrel on a peice of glass to see if it was bent. Not bent. Rolled true and as pretty as could be.
Everything looked right. I even used a single shot tray and made sure the pellets I was trying loaded smooth.
So the only thing left that I thought was to do for the ones I had was like you say. Change the barrel.
I never did though. So I really want to know how yours does if you change the barrel.
GF,
I have checked the barrel like you did all except the glass. I did not have any handy.
I really think it has more to do with the harmonics and dynamics of the barrel. I may try some weights before I give up on it. It throws some pellets like a loose fire hose.
I bet with a strain gauge and an oscilloscope it would not take long to take out the harmonics and bad dynamics of the barrel.
There are folks reporting good results by gluing carbon fiber tubes over the barrel. Lots to consider and how much time to spend. All this testing is making a hobby seem more like work. I want some significant improvements next round. I think a new barrel is my best choice.
Don
Agree with you about harmonics.
Maybe that particular caliber and a combination of things like barrel diameter and such is causing the problem.
Another thing that could work but don’t know if anybody makes such a thing. Mostly because every body wants to keep the shroud on for silencing the shot. But a barrel band clamp like the Discovery’s use.
Maybe something like that placed a inch so back from the front of the barrel would stabilize the barrel. Of course if you weren’t worried about how loud it is without the shroud.
And now that you brought up harmonics maybe a new barrel will not improve that caliber on the Marauder.
Hmm a new barrel will be more interesting now to see if it improves your gun.
And no it’s not really suppose to be that much work to enjoy a gun. I actually don’t like that at all when a gun acts that way. The whole purpose behind me getting a gen 2 Marauder in .22 caliber again was because I thought maybe my gen1 .22 caliber Marauder had something wrong with it. But not no better results with the gen2 .22 caliber Marauder. So not sure still why so much problems with the .22 Marauders I had. And obviously the one you have.
And I said above I wasn’t going to talk about the .22 caliber Marauder. Oh well it is what it is. With my mine any way.
Benji-Don
I have a Marmot Miilitia 25 barrel on it way to me as we speak for my 25 Mrod not because I was having issues with the green mountain barrel but I am building the gun for long range shooting at high power levels and was planning on possibly using the stock barrel in another project.
I cannot confirm as to how it shoots since I have not received it yet to test with but have heard many a good report about his barrels and at 210 bucks it should be very nice. They do have a choke in them as well and are known to be a bit on the tight side as far as bore diameter goes to improve accuracy.
Should have it Monday and start on the build in the next week or so.
I will post just how it works out and if it is worth the cash he get for his barrels.
BD
BD
If I remember right the .22 caliber Marauder barrel is (not) made by Green Mountain. Only the .25 barrel in the Marauder is made by Green Mountain. And not sure who makes the .177 barrel.
Does Marmot make a .177 and a .22 caliber barrel for the Marauder? Just curious since we are talking about barrels.
GF1
Yea I know only the 25 barrel is a green mountain barrel and have no clue if the 22 is made by the same company that makes the 177 or not so its weird that only the 22s have accuracy issues. You would think that after so many years of the same issue that crosman would have done something to fix the issue by now.
Yes Jim Gaska ( Marmot Militia ) does indeed make 22 barrels for the Mrods and is what he is known for is making barrels to fix the poor ones from crosman. I have not inquired about 177 cal but I would just about bet he does make them as I know he goes bigger than 25 as well.
BD
BD
Hmm maybe a .30 caliber barrel?
GF1
I would think 30 cal would be an easy upgrade indeed and just go to marmot_militia@windstream.net and you can ask Jim about what he offers.
I know there is a wait time for a barrel so give him a shout and he will let you know the details.
BD
BD
I think I will do that. If it’s a slip in fit to the existing .25 breech.
Or even if he offers a breech barrel and shroud kit. That would be something I would be interested in. Would get me another Marauder to convert though. Not my .25 I got now.
Will have to check into it for sure.
GF1
Not sure if the 30 cal is still a 1/2″ OD barrel or not but he can machine it to be a slip fit and thread the end for a LDC or whatever you want done to it and I believe most any mods are included in the 210 price.
Likely the only price increase would be if you change something after he has started on your barrel where it creates added or more work to change the process at the stage he mat be at with it. So just talk to him and be sure what you want when you order.
BD
BD
Guess I could turn the outside diameter of the .30 caliber barrel down to fit in the .25 breech. Probably have to do something with the transfer port hole also.
But might be getting kind of thin walled with that big .300″ inside diameter from the .30 caliber bore to the outside turned down diameter.
I did something similar with a flying dragon barrel in a 2240 HPA converted gun.
Do you know Mike has .25 caliber barrels that will fit the pcp converted gun he sales. Maybe your interested in something like that for your $100 flying dragon pcp you just got. That would be a cool gun in .25 caliber.
GF1
Jim will do all that for you included in the 210 price so you can get the barrel as plug and play setup with what ever port diameter you want as well. My barrel is going to be an exact copy of the factory barrel so the end cap on the barrel to center the shroud will slip right on and look stock and my TP port in the barrel will be .188″ which is 75% of the bore diameter.
With a .300″ bore in the .500″ barrel gives you .100″ of barrel inside the breech so like I say just email him and tell him what you are wanting and he will let you know what he can do for you.
I have thought about converting my 22 FDPCP to 25 cal with a 13ci bottle on it with the regulator to be a nice light big bore but if I do it will be down the road. To go to 25 with the little air tube on it now would be a waste since you would only get 4 or 5 shots at any decent power level out of the 25 but it has been thought about.
The new FDPCP I just got will stay 177 to be used for FT targets and may end up with a bottle on it as well. I did get my valve and poppet mods all done yesterday for the QB so got the hammer adjuster mods and tube mods that need finished to install the bottle and it will be ready to assemble and tune.
BD
BD
Maybe I can get it cheaper if I tell him I can do the other work.
🙂
GF1
Yes I have no idea what a barrel blank is and it would likely be cheaper since he has no machining work to do but then I don’t know what all has to be done to make it a usable barrel either so he could tell you more.
BD
BD
Yep I will find out though. Just so I know for in the future.
GF1
Just email him as he will respond the same day in most cases and is a great guy to deal with in my opinion.
BD
BD
Thanks for the info. I don’t mind a challenge but at some point I need to quit. The .22 OEM barrel gave me good results but never got over the hump to great.
I talked to a guy I met while working on my Apache Fireball, he shoots Field Target with a MM hammer forged barrel. He has a .22 barrel. They are hard and have a tight choke. They lead up easy. Scrubbing with a brass brush will be required. With the right lube you may get over 100 shots before cleaning. I have not talked to anyone about the .25 barrel though.
I plan on ordering a barrel tomorrow.
Don
Don
I have heard they are tight as well with a choke and being hammer forged I would expect them to be hard but have not heard of them leading up quickly so will see about that and it may just mean they need more frequent lubing with a few drops of silicone oil like GF1 and I do in ours now anyway.
I am going to be finding out as mine should be here Monday or Tuesday at the latest so I will update here when I get the gun completed as it a Wicked Air rifles bottled conversion.
BD
Ya know that makes me think.
Why would similar power plants with smooth bore barrels in airsoft guns and BB guns use different ideas of how to shoot the steel bb or air soft ball. The hop up I’m talking about.
And to top it off they are made by the same manufacturer most of the time. Who determined anyway why a bb gun doesn’t have a hop adjustment but air soft gun does have a hop up adjustment.
It must go back to the heritage thing with bb guns that they don’t have the hop up. (Just a guess)
And with air soft guns I don’t know what to think why they chose to use a hop up on air soft guns. Who decided that was the thing to do for them anyway.
Why is it good for one but not the other?
I never researched that. Maybe I should just for the heck of it. This could be interesting.
Man, that is some persistence. I would have resorted to the internet far earlier. It is amazing what is out there. If the two bbs are in a channel, then stacking them is not that hard to do.
Gunfun1, for your experiment, I would expect the scoped gun to be most accurate. Depending on what open sights you are using, they should be comparable to the red dot sight. But the red dot should excel for rapid sight acquisition, and the right kind of iron sights should be a little more accurate Those are my guesses.
Matt61
Matt61
I forgot what distance I mentioned.
But to keep it simple. Let’s say 25 yards because at that distance you should be able to see the target with open sights or the red dot or the scope.
But use a target that has some bright circles on it. That should help simplify the test also.
What I found is the dot sight is as quick to get on target as the scope. I keep the dot sight centered in a ring on the target. And let’s say I’m shooting at a steel spinner that is a 1-1/2″ diameter with the red dot. I over lay the red dot on the spinner and keep it centered as much as I can then make the shot. If Its a can I just place the dot center mass. Same way with a scope.
The open sight I have to worry about a lot of things to line up. The front post has to be centered side to side with the rear notch plus level with the top of the notch to the front post. Then I have to place it on the target the same everytime. So yes a little more time consuming than the other two sights.
But now that I said all that. What was the results I got.at the target with each type of sight. Well as long as I took my time to make sure I repeated my hold on the target. The groups of 5 shots with each sight taken at different targets was pretty well equal. The gun may of got a 1/8″ tighter group with the scope.
So the answer is probably the scope. But not by much. And the dot sight was a point and forget type deal. The open sights a little more work but still pretty much same results as the other sights.
The thing that has to be over come with the open sight and dot sight. Is your mind telling you that cause you don’t see a precise spot or the target good it makes you think you will miss.
I have the Tasco red dot on my Tx now. I got steel spinners and feild target sqerrials out in my yard at variuos distances out to about 60 yards. I got my red dot sighted at 30 yards. The way the the Tx has such a flat trajectory and how the size of the red dot looks bigger or smaller on the target in relation to distance. What happens is I can place that red dot on my spinner target and the pellet will stay within a range or area of the dots diameter. So it’s place the dot as centered as I possibly can on the spinner and shoot.
It amazes me how simple it is to hit the spinners at different distances. And I just shake my head and say man o man evertime it wacks the spinner out at 50 and 60 yards with the red dot.
It’s all about what the mind thinks that makes you believe you won’t hit. But let the action speak for itself. It really is a fun way to shoot with a dot sight and great for pest work. Open sights to. Just a little more time consuming to get on target. But I can ring the spinners with open sights to out at the farther distances. And this is bench resting or supported. Can’t even keep a scope gun steady enough shooting unsupported for good results or any type of sights for that fact.
But try it and see. I think it will surprise you.
Now that I think about it, common airgun distances will limit a scope. Airguns don’t work out to 500 yards where scopes will unquestionably make a difference. And even at airgun distances, scopes present the problem of overglassing. I’ve found out that in offhand this can be a real distraction. So, the airgun distances probably enforce a “regression to the mean” that levels out the various sighting systems.
On the subject of long-range shooting, let’s now remember army sniper Robert Waldron from the Vietnam War, the highest scoring American sniper other than Chris Kyles. The story is that Waldron was on a boat on a river that started taking fire from the shore. It was at extreme long range and no one could even spot the source of the fire. Then, Waldron, stlll sitting, raised his rifle and dropped a sniper out of a tree at 900 yards. I assume that was with a scope!
You’re not going to believe this, but I just broke my foot the other day in a judo class. I suppose it was a risky undertaking, but I took precautions and was having a good time. As Clint Eastwood said, “A man’s got to recognize his limitations.” Granted that this is highly inconvenient and pretty much wipes out my physical activity. But what I didn’t expect is that I can’t even shoot since I must not put put any pressure on the broken foot. No slinging, no airgun shooting. My world has suddenly gotten very small. One can only imagine the state of martial arts legend Bruce Lee who injured his back and was literally bedridden for six months. No wonder, he almost went bonkers.
Matt61
Matt61
Well that’s a bummer about your foot. Hopefully in a little bit of time you can get back to the airguns even if the foot ain’t 100% yet. I would have to shoot. After I got out of the hospital after a operation some years back. I was shooting my air guns and fishing after about a week at home of doing nothing. Couldn’t take it anymore. So went out and done it. Never looked back either. But yep that is no fun. Hope you get back in commission soon.
And about the sniper taking out the other sniper in the tree. It could of been something different he noticed out of the ordinary. I’m like that when tree sqerrial hunting. And remember one of the famous sniper confrontations was when the sniper had the sun to his back and his opponent in front of him. They was supposedly out in thick cover. Maybe woods and tall grass. I don’t remember. But as he was waiting for something he noticed a flash of the other snipers scope lens from the sun light reflecting. Well guess where our snipers round went. Right through the center of the scope. How’s that for lights out.
But yep like when I’m shooting with the scope or red dot at spinners. Sometimes I can’t even see the full diameter of the spinner because the grass is hiding it. I place the sight on the object where I think it is basically. When you hit with them kind of shots and other people are around will usually go wow. So yep you don’t have to fully see your target to hit if you know what your looking for and know your gun and sights. That is actually my favorite type of plinking. Fun stuff.
Gunfun1
If I recall correctly that would be Hathcock taking the shot on the sniper hunting him.
Siraniko
Yes sir. That’s who it would be.
Stick to pistol practice while sitting on a chair. It will be 6 weeks before your bones knit.
880 magnetic testing:
In the spirit of honesty,…. I just did the test again. It showed the (opposite). The non-magnet barrel did better than the one with magnets. 92 mm. -vs- 140 mm. Previous = 169 -vs 96. Time to re-evaluate. The Daisy bb’s could be at fault. The poor sight picture does not help. I will say that all 20 shots were as equal as I could do. So, no excuse there. If anything, the non-magnet was a better group, though both were pretty scattered.
Avanti bb’s next. That is the only 2 types of bb’s I have. More tomorrow,…. Out’a here,….. Chris
Chris,
I must have missed something in the discussion of hop up and your magnets. Are you trying to give the bbs back spin to flatten out the trajectory? Or are you trying to increase the spin from the rifling to improve accuracy?
I don’t think you can do both at the same time. The resulting spin will be somewhere between.
I guess I need to read up on the air soft hop up.
Don
Don,
I was just trying to see if the magnets would improve accuracy at all. I think I have achieved back spin. I think the rifling in the 880 is blowing my test however. Since the barrel on the 880 is exposed already and I can get the magnets easy, and did, I just thought I would give it a try. Oh well. Maybe I will get the 760 as GF1 mentioned and chop on it to expose the barrel. The house is starting to look more like an air gun La-bor-a-tory. 😉
Chris USA
The barrel is exsposed on the 760. Maybe about two inches of it is in the receiver.
GF1,
Thanks for that info. Sounds like it will be quite easy then. 760 on shopping list for next weekend. A 3 day one at that!
Chris USA
Ok let me know how it goes. And get the info on that red dot they have at Wally world. Like to know what one it is.
GF1,
Just called. Simmons 511006C. After about 20 min. of searching, I did not turn up anything on it. I do not know what it’s worth. It is the only one and is being discontinued at the store. 49.97$ red tagged. Info. or a link would be awesome.
Chris USA
Here’s what I just found. Says it does not come with a battery if you click on the description. But no big deal. If this is the one your talking about it should be pretty good I would get it.
http://m.ebay.com/itm/Simmons-1×24-Red-Dot-Rifle-Scope-511006C-/311414311074
GF1,
That looks right. Thanks. That link is a refurbished for 26$. Wally’s want 50$. I assume that is less than what it org. sold for since it is on clearance. I am a bit suspect when a bunch of stuff is re-selling as re-furbished. I have a dentist appt. tomorrow right down the road, so I will stop in. Maybe TSC too, as Reb suggested. It would be nice to have one that plugged right onto an 11 mm..
Thanks again for the help,….. Chris
Chris USA
What I like about the Simmons is the different diameter dots that you can change to. That’s the 3 moa and such listings. That makes a difference when placing the dot on your target. With that dot sight you have a choice it seems.
Bet that’s a $70 or more dot sight if they got it marked clearance at 50 bucks. Sounds like it’s pretty good if you ask me.
Chris USA
Forgot you will probably need a pair of these to mount that dot sight on the 760. It looks like it has the Weaver/picatinny rings the best I can tell.
/product/utg-11mm-3-8-dovetail-to-weaver-adapter-2pcs?a=4148
GF1,
Just shooting the 2 springers indoors. Man oh man are those trigger stops sa-weet! Have you given any more thought to adding any?
Chris USA
I want to. Just don’t have the time right now.
Chris,
I know what you mean about the laboratory. I believe the 760 smooth bore will be good for what you are trying to do with the hop up. Good luck. All the talk about airsoft got me reading about them. I just realized there are 6 mm bbs.
The 6 mm bbs are real close to .24 caliber. They may give me a more uniform projectile than the #4 buckshot for the Apache Fireball. I will give them a try.
Keep up the experiments I enjoy them and they make me think.
Don
Don
Air soft balls are very light compared to pellets. Don’t know if that makes a difference in what your doing.
Don,
Thanks for the support. I will be getting a 760 next weekend if they have it. The 880 will be dart testing,… as in 30-40 grain darts. Will go with the 10-15% weight forward as in arrows. They have a lot of power and will penetrate a 3/4″ pine board and that is with just 3-5 pumps,…. but they spread like 12″. Will use shrink tube as a weight distributer fore and aft. They will be 1 use though unless I can get a suitable stop made. The 3/4″ penetration will wreck any tubing up front. Fun, fun.
Good luck with the airsoft balls. I would not use them in a springer though. That piston would slam forward too hard. On a pneumatic though, I do not see where it would hurt.
You too,…on the experiments,….. you inspire me as well. 😉 Chris
Don,
Just did 2 .062″ TIG rod, 5 1/2″ darts. At 24′, they landed 2 1/2″ apart. 38.5 grains. And yup, 1 use. Much better than the 12″ spread I was getting before. Each one requires shrink tubing cut to a precise length and precise placement. 2 front and 2 rear. The balance from center calculated at 9.9%, which falls within the parameters of arrow balance. It was cool that I did all the calculations on paper first. It was still a bit of a guess, but it was a well calculated one.
I should mention also that each went through 3 layers of 1/4″ cardboard as well as 2 layers of 1/8″rubber matt. The second they hit, if off straight at all, the tail try’s to “whip” around and a bend ensues. That stiffness, or lack of, is called “spine” in arrow lingo.
As time allows, I will make up the other 4 and see what they do in comparison to the first 2 at the same target.
What did I learn?,…… the same balance theories that are applied to arrow building can be applied to darts as well. Fun, fun. 😉
Chris,
Maybe a bale of straw would work better and save your darts. One shot per dart sounds like work. Some spring steel rod would be great.
The airsoft bbs go from .12 to .45 grams that gets the heavy ones up near 7 grains. With the Apache I can adjust the pumps for velocity. ??? Can a plastic bb handle supersonic?? That could be fun. The #4 buckshot are 1.32 grams (not pure lead). It is pushing the buckshot at 580 fps at what feels like a safe pressure on the pump. That is about 15 foot pounds.
Using a .20 gram or 3 grain airsoft bb. It would take 1500 fps for 15 foot pounds. I even saw some aluminum 6mm bbs. Not that I want aluminum bbs in the barrel.
In any case looks like a few hours of testing needed. Just need a variety pack of airsoft ammo.
My wife just walked by laughing at my notes wondering what Benji is up to now. As long as she is laughing I am ok.
Don
Don,
Straw would work,…better,….but I am testing indoors. Plus, they would get buried pretty deep given the already good penetration on much harder targets.
😉 Wife laughing,….. that is a good thing. Hey,…. tell her you are part of a “secret” (air gun society) and you have been tasked by the “elite” to discover the future of air gunning. If I were to guess,….. that will REALLY make her laugh! Given your experimentation,….. she just might “buy” it though! Talk future “rich’s”. That might help sell it.. 😉
Chris USA
Can you post a example of the formula you are using for your arrow/dart balance?
I would like to try it out on some of my own experimenting I have been doing.
GF1,
My post vaporized. Go to (huntersfriend) and click on (carbon arrow university) at the top. Good stuff.
Don,
See below,…I am pretty sure I just replied to myself……. 🙁 Man,….I hate when I do that!
B.B.,…… How about a “re-do” button? 😉
Yep this is getting convoluted. All good though.
Don
Don’t forget lead shot, someone else was talking about the 880’s feeding lead well without modification. Then you’ll get full power but @.173-.175 in steel the rounds have a tendency to corkscrew to the target ensuring large,round groups but if you look closely you can get lead shot of the proper diameter to engage the rifling.
One thing I noticed about shooting roundballs instead of pellets is they seemed to stay on course well in windy conditions.
Reb,
Thanks for the Daisy site info. The TSC here only has a small selection of the Daisy line and maybe a Crosman or 2. I will check out though.
Maybe of interest, I checked the trigger pull on the 880 with the Lyman digital. 5# 12oz. and 6# 3oz.. I tried pulling the screws on both sides of the receiver, but nothing moved. I was trying to access the trigger to get some moly in there. I was not in the mood to get into a mess where parts went flying all about and I had to spend a bunch of time trying to figure out what does what. I do love that though. Just not yesterday.
If you got a tip on quick and easy access to the trigger assy., I would be interested.
Reb,
Got on you-tube. Found an 880 disassembly video plus a few more. (I really need to search there more). I just have never done it much. At any rate, it appears that I can get down to the trigger assy. pretty quick to apply some moly and check out some other things.
B.B.,
Sorry for the belated comment. I wanted to re-read your article. Congratulations on getting it figured out. Your experience reminded me of the 92FS tear down. The spring and small bearing in the safety detent was the worst part. Hard to get in as several motions had to occur simultaneously. I lost that bearing 3 times. 1) Kitchen floor 2) On TOP of kitchen cabinets 3) Living room into carpet. You can actually see that bearing on the left safety on the assembled gun. Also, about 4-5 assys. that must be aligned with both sides of the frame halves. ye-hah!
Congrats again and I hope it groups well for you. Chris
B.B.,
Here is what I can add to a most interesting discussion. I may not pronounce it correctly, but I feel certain I will not add a syllable.
On the linked page, click on the rightwards pointing triangle next to “Pronunciation by Thonatas (Male from Germany)” to hear a pronunciation, complete with diphthong.
Uh oh! Word Press appears to not do diphthongs well, however I copied and pasted the line below into the browser address bar and it appears to work.
http://forvo.com/word/h%C3%A4mmerli/
~ken